
We focus on the production of food & beverage, using robot and artificial intelligence visual inspection to help you solve the detection scheme
Get a Quote

Filling liquid level detector is a kind of liquid level measuring instrument which has reached the advanced level at home and abroad. The instrument adopts the principle of nuclear technology, low-energy photon source interacts with the measured material, and the ray intensity changes with the surface position of the material, so as to control the capacity of liquid material in the detection.
Free Quote
high cover, slanting cover, ring broken, high and low level, and the coding integrality.
Free Quote
Empty cans inspector inspect the can top distorted, can bottom foreign matters, can body denting
Free Quote
empty glass bottle inspection machine Used for : bottle mouth fragment, bottle bottom foreign matters, residual liquid, bottle body scratch.
Free Quote
The equipment is online inspection, which saves manual detection or manual misoperation. If the equipment is used, 2 labor can be saved, and the possibility of manual mispicking will not appear. It is a way to increase the beauty and automation of the production line.
Free Quote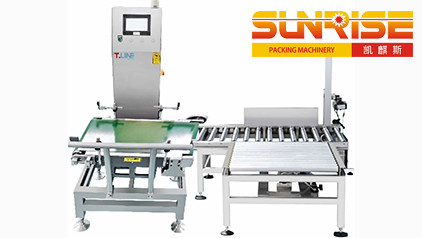
ensures all the containers inside the case and verifies the correct weight before shipping: the checkweigher checks wet cases, broken bottles, high flaps, case codes, and labels.
Free QuoteFood and beverage manufacturers are facing increasing challenges in providing consumers with high-quality products. Many manufacturers are filling niche markets and using thousands of different labels, while other manufacturers are focusing on appropriate levels and packaging requirements. Machine vision benefits food and beverage manufacturers by improving and exceeding manufacturing quality and performance requirements. This technology is essential for verifying assembly and tracking, eliminating defects, and capturing important data at every stage of the assembly process
Visual integration of the beverage industry:
Vision systems verify product and label matching, label position, presence of safety rings, tightened caps, and more. Machine vision systems also are used for tracking quality, uniformly dispersed ingredients, consistency in liquid levels and color, also as diverting flawed products. Customized vision integration systems can deter label mix-ups, recalls, and imperfect product from reaching consumers, all of which saves the manufacturer time and money.
We are here to help companies in need
experienced manufacturing issues that led to costly resorting or maybe recall?
Are your customers proud of product you provide them, or do they often complain?
Do you have the required data to work out the basis explanation for defective products?
Has your customer ever complained about bad product?
How are you preventing it from happening again?
Is there a benefit for your company by catching defects earlier within the process?
What wouldn't it appear as if if one among your customers left because your inspectors missed something?
Our services cover all industries and reach all parts of the world.We can make all kinds of products for you according to your design.